1. What Is Conformal Cooling?
Conformal cooling is a technique used in injection molding where the cooling channels inside the mold follow the shape (contour) of the part being produced. The word "conformal" means "following the form" — and that's exactly what these channels do.
In a conventional mold, cooling channels are straight-drilled holes (gun-drilled). They can only go in straight lines, which means they often miss critical areas of the part — creating hot spots, uneven cooling, and longer cycle times. For a detailed side-by-side analysis, see our conformal vs conventional cooling comparison.
Conformal cooling channels in injection molding, by contrast, can curve, spiral, branch, and follow any 3D path. They maintain a constant distance from the mold surface, ensuring every point on the part is cooled at the same rate.
This is only possible through metal 3D printing (specifically SLM — Selective Laser Melting, also called DMLS or LPBF). Learn more about how conformal cooling and 3D printing work together. The insert is built layer-by-layer from metal powder, so the internal channels can be any shape.
2. How Conformal Cooling Works
The physics is straightforward: heat transfers faster when the cooling channel is closer to the hot surface and when the temperature differential is uniform.
Conventional Cooling
- Channels drilled in straight lines, often 15–30mm from mold surface
- Distance from channel to mold surface varies wildly — some spots are close, others are far
- Temperature uniformity: ±5–7°C across the part
- Hot spots form in deep cavities, corners, and thin features
- Result: longer cooling time, warpage, sink marks, gate burn marks
Conformal Cooling
- Channels follow part contour at a constant distance of 2–5mm from the surface
- Every point on the part is equidistant from a cooling channel
- Temperature uniformity: ±2–3°C
- No hot spots — heat is extracted evenly from all surfaces simultaneously
- Result: dramatically shorter cooling time, near-zero warpage, no burn marks
3. Why It Matters: The 60–80% Rule
Here's the single most important fact in injection molding economics:

Cooling accounts for 60–80% of the total injection molding cycle time. If you want to make more parts per hour, cooling is the biggest lever you have.
A typical injection molding cycle looks like this:
| Phase | % of Total Cycle | Can You Speed It Up? |
|---|---|---|
| Mold close + injection | 5–10% | Limited (machine speed) |
| Packing / holding | 10–20% | Limited (material dependent) |
| Cooling | 60–80% | Yes — conformal cooling |
| Mold open + ejection | 5–10% | Limited (mechanical) |
When cooling time drops from 21s to 6s (as in our PETG bottle cap case), total cycle time drops from ~35s to ~20s. That's 43% more shots per hour from the same machine, with no capital investment beyond the insert.
4. Materials for Conformal Cooling Inserts
| Material | Hardness | Thermal Conductivity | Best For |
|---|---|---|---|
| 420 Mold Steel | ~48 HRC | 20 W/m·K | General purpose, corrosion resistance, food/medical molds |
| 18Ni300 (Maraging) | 50–55 HRC | 25 W/m·K | High-wear applications, long production runs, glass-filled materials |
| MS1 (1.2709) | 50–54 HRC | 20 W/m·K | Similar to 18Ni300, widely available in Europe |
| CuCrZr (Copper alloy) | ~30 HRC | 320 W/m·K | Extreme heat extraction — hot runners, gate areas |
At our facility, we primarily use 420 Mold Steel and 18Ni300, both printed on BLT A320 and E-Plus EP-M2 SLM machines. Parts achieve >99.5% density and are heat-treated to final hardness before CNC finishing. For a full comparison of these alloys, see our conformal cooling materials guide.
5. Design Rules & Channel Guidelines
Designing conformal cooling channels is not arbitrary — there are well-established engineering guidelines:
| Parameter | Guideline | Notes |
|---|---|---|
| Channel diameter (D) | 4–12mm | Smaller for thin parts, larger for thick sections |
| Wall-to-channel distance | 1.5D – 3D | Too close = structural risk; too far = reduced cooling |
| Channel-to-channel pitch | 2D – 3D | Ensures uniform coverage without interference |
| Min wall thickness | ≥ 2mm | Between channel and mold surface, for structural integrity |
| Channel cross-section | Circular preferred | Round channels handle pressure best; teardrop for overhangs |
| Sharp bends | Avoid < 90° | Use smooth radii (R ≥ D) to maintain flow |
| Surface roughness (internal) | Ra 6–12 µm | Some roughness actually improves turbulent flow and heat transfer |
Pro tip: We run Moldex3D thermal simulation on every project before printing to validate that the channel layout achieves target temperature uniformity. This eliminates guesswork and ensures first-time-right results.
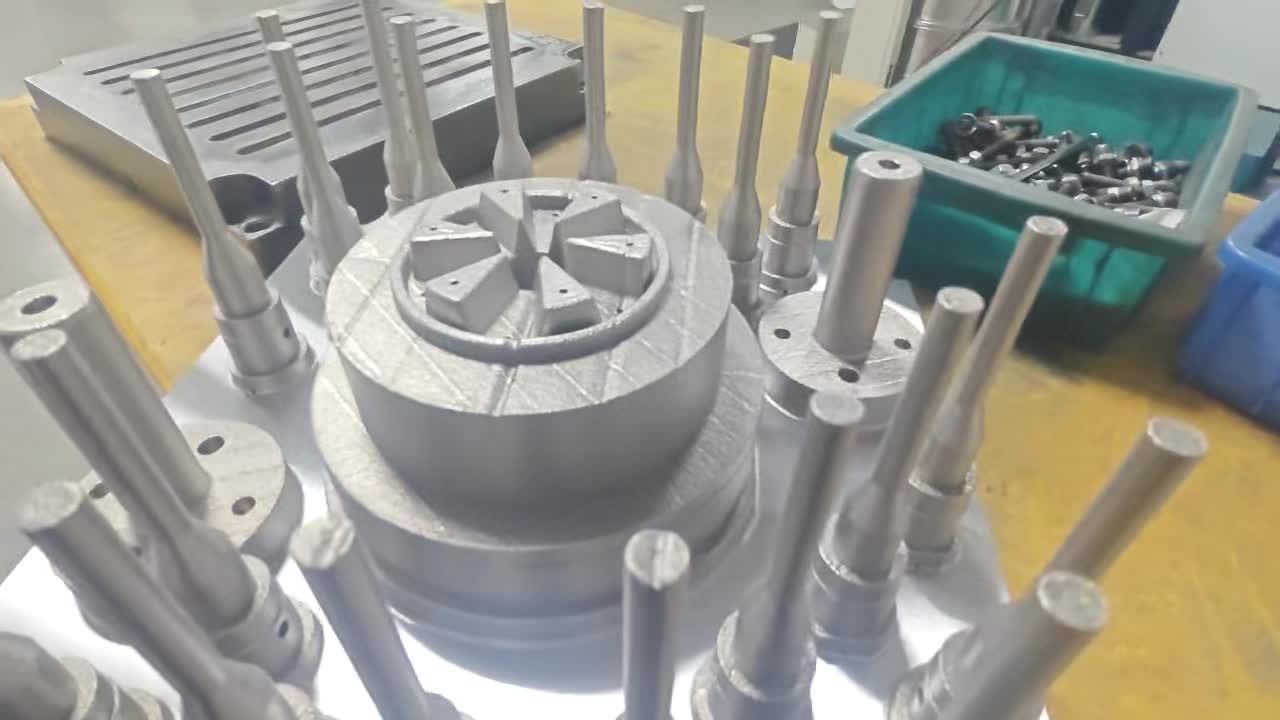
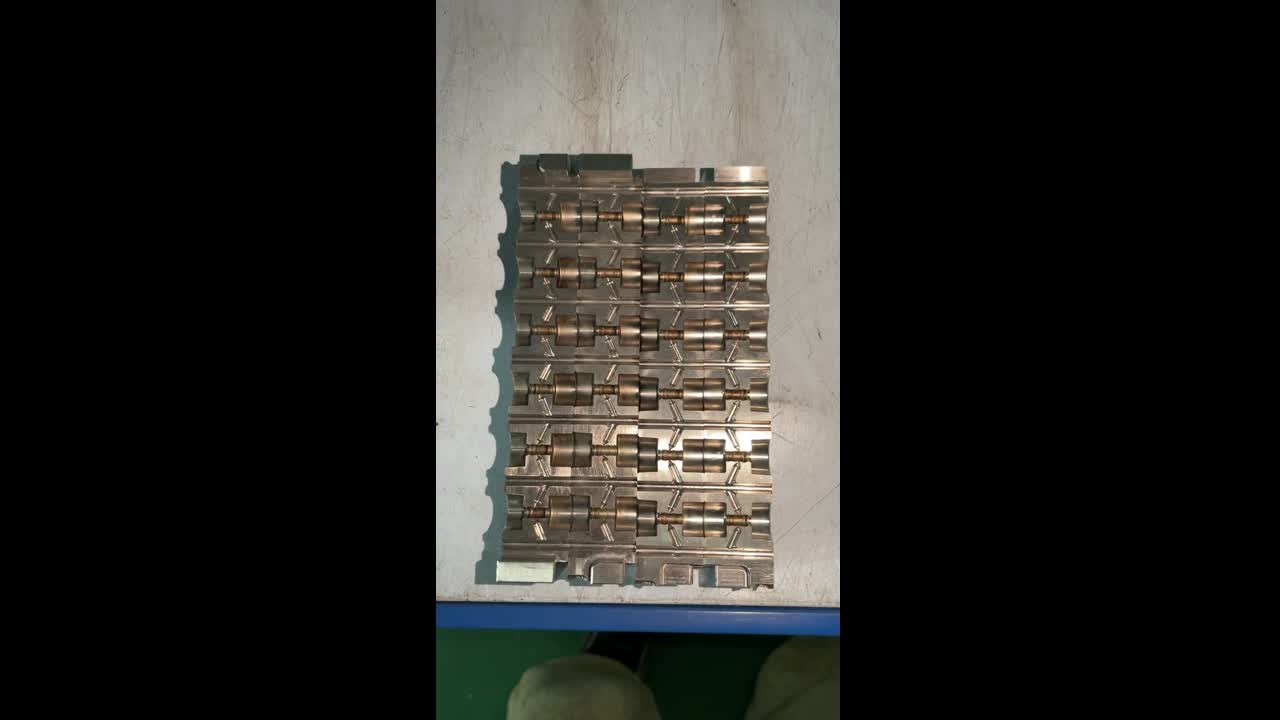
6. How Conformal Cooling Inserts Are Manufactured
7. Real Performance Data from Our Factory
Most guides about conformal cooling give you theory. Here's actual data from 3 of our 13 documented projects:
| Project | Before (Conventional) | After (Conformal) | Improvement |
|---|---|---|---|
| PETG Bottle Cap Cosmetics |
21s cooling / 93°C mold temp Gate burn marks present |
6s cooling / 60°C mold temp Zero burn marks |
72% faster cooling Burn marks eliminated |
| Xiaomi Humidifier Home Appliance |
880 pcs/day / 62°C Unit cost: ¥13.6 |
1,320 pcs/day / 48°C Unit cost: ¥10 |
+50% output −26% unit cost |
| Medical Deep-Hole Plate Medical Device |
1,760 pcs/day / 45s cooling Unit cost: ¥3.50 |
3,046 pcs/day / 26s cooling Unit cost: ¥2.60 |
+73% output −26% unit cost |
8. Cost & ROI: Is It Worth the Investment?
The biggest question engineers and procurement managers ask: "How much more does it cost, and when do I break even?" We break down every price driver in our dedicated conformal cooling cost article.
| European Supplier | Saiguang 3D (China) | |
|---|---|---|
| Insert price | €3,000 – €8,000 | €800 – €2,500 |
| Lead time | 3–6 weeks | 2–3 weeks (incl. shipping) |
| Material | MS1 / 18Ni300 | 18Ni300 / 420 Steel |
| Post-processing | CNC, polish | CNC, polish, SPI-A1 capable |
| ROI payback (high volume) | 3–6 months | 2–8 weeks |
The math is simple: if conformal cooling saves you 10 seconds per shot on a 24/7 production line, that's ~3,000 extra parts per day. At even ¥1 profit per part, the insert pays for itself in days.
9. When to Use Conformal Cooling (and When Not To)
Use It When:
- Complex geometry with deep cavities or thin walls
- Hot spots causing warpage or burn marks
- Transparent materials (PETG, PMMA, PS)
- High production volume (ROI is fast)
- Multi-cavity molds with uniformity issues
- Parts where quality rejection rate is high
Skip It When:
- Simple flat geometry, uniform wall thickness
- Low volume (<10,000 total parts)
- Current cooling already meets cycle targets
- No quality issues with existing mold
- Mold budget is strictly fixed
Frequently Asked Questions
What is conformal cooling in injection molding?
Conformal cooling is a technique where cooling channels inside the mold follow the exact shape of the part, rather than being limited to straight-drilled holes. These channels are manufactured using metal 3D printing (SLM/DMLS), enabling any shape — spirals, helixes, branching networks. The result: uniform heat extraction, 20–72% faster cooling, and elimination of hot spots and defects.
How is conformal cooling different from conventional cooling?
Conventional cooling uses straight gun-drilled channels that can't reach complex areas. Conformal channels curve to maintain a constant 2–5mm distance from the mold surface. Temperature uniformity improves from ±5–7°C to ±2–3°C. See our detailed comparison article for a full side-by-side table.
What materials are used for conformal cooling inserts?
420 Mold Steel (~48 HRC, corrosion-resistant) and 18Ni300 Maraging Steel (50–55 HRC, high wear resistance). Both are SLM-printed to >99.5% density. Copper alloys (CuCrZr) are used for extreme heat transfer applications.
How much does conformal cooling cost?
From China: $800–$2,500 per insert. From Europe: $3,000–$8,000. ROI payback is typically 2–8 weeks for high-volume production. The Xiaomi humidifier mold paid back in under 3 weeks through +50% daily output.
What are the design rules for conformal cooling channels?
Channel diameter: 4–12mm. Wall-to-channel distance: 1.5–3x diameter. Channel pitch: 2–3x diameter. Min wall thickness: 2mm. Use circular cross-sections and avoid bends sharper than 90°. We validate every design with Moldex3D thermal simulation.